Пломбировочная проволока - госты, виды, особенности
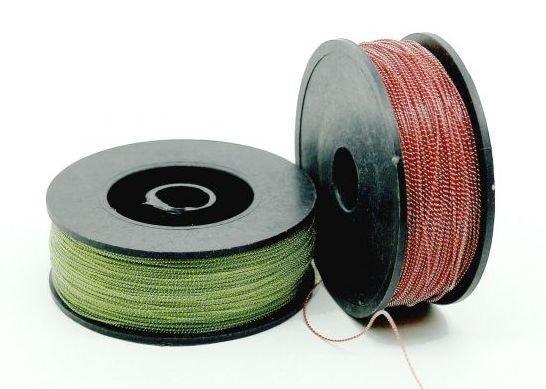

Свинцово-проволочные пломбы считаются надежными и достаточно простыми в использовании. Это недорогие расходные материалы, простые в эксплуатации. Чтобы опломбировать какой-либо предмет, потребуется непосредственно закрепляющий материал, а также специальная проволока витая.
В соответствии с ГОСТ 3282-74, она должна отличаться особой структурой – как правило, состоит из двух нитей – основы и более тонкой вторичной жилки, которая наматывается на основную. Такая конструкция позволяет исключить вероятность скольжения пломбы.
Пломба получается достаточно прочной, а снять ее незаметно и без разрушения структуры посторонними лицами практически невозможно (для этого понадобятся специальное разрешение и особые инструменты).
Для чего используется витая стальная проволока?
Спектр применения достаточно широк – для следующих категорий приборов:
- щитовые;
- измерительная техника;
- электронное оборудование;
- телекоммуникационные точки;
- счетчики (газ, вода, свет).
Изготавливают проволоку из нитей нержавеющей или оцинкованной стали. Среди основных требований к данному материалу выделяют:
- высокое усилие на разрыв;
- стойкость к внешним воздействиям (для агрессивных сред используется травленая проволока);
- противостояние коррозийным процессам.
Особенности изготовления металлической проволоки
На производстве первоначально все заготовки проходят этап вымачивания в серной кислоте (так называемое «травление»). Это делается для того, чтобы устранит окалины, образовавшиеся в результате резки катанок. Именно они способны значительно замедлить технологические процессы. Концентрация используемой серной кислоты допустима около 3%, чтобы не спровоцировать повреждение металла и не нарушить качественные характеристики изделия.
Далее проволоку промывают теплой, затем холодной водой, чтобы удалить остатки агрессивного вещества. Перед волочением наносится подсмазочный слой из буры, благодаря которому свариваемость проволоки становится намного лучше. Волочение в результате становится более эффективным. В зависимости от требований ГОСТ, используется метод одно- или многократной обработки.
Проволока витая металлическая закаляется посредством интенсивного нагревания до температуры около 980 градусов и охлаждения в селитровой ванной (с понижением температуры до 60°С).
Производство оцинкованные нитей происходит по вышеописанной схеме, а процесс оцинковки состоит из нескольких этапов:
- Готовая проволока обезжиривается при помощи раствора жидкого натрия – в соответствии с ГОСТ 2263-79.
- Все изделия промываются горячей водой.
- Осуществляется «травление» в соляной кислоте.
- Проводится повторная промывка в горячей воде.
- Происходит флюсование проволоки, благодаря чему обеспечивается лучшая адгезия цинка и стали.
- Далее проволока погружается в состав раскаленного цинка, температура которого достигает 450 градусов.
- Заключительный этап – охлаждение.
Медная проволока – для пломбирования
Для ее изготовления применяют специальные приспособления – катанки, которые представляют собой медные полосы круглого или прямоугольного сечения (диаметр может достигать от 7 до 19 мм).
На подготовительном этапе проволока для пломб проходит процедуру «травления» в серной кислоте при температуре 45 градусов. Отдельные заготовки соединяются между собой путем сваривания у торца. Далее используются волочильные машины, а также пресс для выравнивания проволоки до диаметра 1,5-1,8 мм. В данном случае необходимо постоянное поступление мыльно-масляной жидкости, которая смазывает и охлаждает части оборудования. После повторного волочения (скорость машины 18 мм/сек) достигается размер 0,38-0,2 миллиметра, а на заключительном этапе – 0,15-0,05 мм.
Когда процесс преобразования завершается, проволока закаливается путем безокислительного отжига (для этого используются конвейерные электропечи, в которые ограничен доступ кислорода). Сегодня часто используют более современное оборудование, в котором процессы отжига и волочения скомбинированы. Эффективность производства при этом повышается, как и прочностные характеристики самой проволоки.
Существуют также алюминиевые проволоки, которые изготавливаются в соответствии с ГОСТ 7871-85, 6132-85. Особенностью процесса является развивающийся во время волочения процесс окисления, но чтобы избежать негативных последствий, используется 10%-й раствор серной кислоты для устранения окислов. Технология изготовления алюминиевой проволоки проходит в 2 этапа (без скольжения на первом и со скольжением на втором).
Приобрести проволоку различного назначения можно в компании «Надежные пломбы». Мы предлагаем доступные цены и точное соответствие продукции действующим в РФ стандартам.